Core is used to make thicker (therefore stiffer) panels without adding the weight or expense of solid laminate. It is one of the main reasons why composite panels can have such high stiffness for their weight. There are a wide variety of core options available and within each type, thickness, density and the actual material have big impacts on performance and choice of processing technology. This is a short overview of the common core materials used in thermoset composite construction.
Also check out: Introduction to Cored Composite Structures
Closed-cell Foam
Gurit Corecell M80 
DIAB Divinycell H80 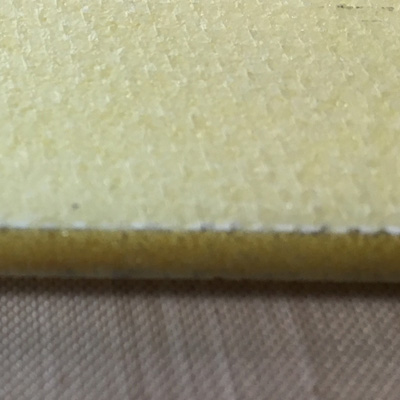
Corecell-cored panel.
One of the most common core materials is low to medium density (3-15 pounds per cubic foot) closed-cell foam. These are some of the most commonly used foams for high performance composite cores:
- PVC (polyvinyl chloride) – examples: Diab Divinycell, Gurit PVC
- SAN (styrene acrylonitrile) – example: Gurit Corecell
- PET (polyethelene teraphalate ) – examples: Airex, Gurit Kerdyn
- PMI (polymethacrylimide) – example: Evonik ROHACELL
- PEI (polyetherimide) – examples: Airex R82, Sabic ULTEM Foam
These foam materials are used in open molding, bagged wet-layup, infusion and with pre-pregs. They are available in a variety of densities and with a broad range of thermal properties. Most are “thermoformable” – which means that they can be heated up and bent to a new shape, and when they cool, they keep the new shape.
PET foam is typically the least expensive and offers the lowest level of performance. It is used in consumer goods and high volume production parts where ease of processing is important and performance is secondary.
SAN and PVC are used in many applications across the range of composites products. Both can be thermoformed and processed at elevated temperatures, though only the low-end of pre-preg processing, up to around 100C/212F. These core materials can be unstable at higher temperatures – getting thicker or thinner depending on many factors – and rarely in a totally predictable way! Densities vary and both offer toughness and good adhesion with minimal resin uptake compared to end grain balsa.
PMI and PEI are the most expensive and high performance foam cores, typically used in aircraft applications and high performance products. They can withstand higher processing temperatures than SAN or PVC and do not expand or contract with as much variability. They are often used in conjunction with honeycomb cores for edges and cutouts or areas than need to be machined.
Here is a video if infusion with Corecell: EC! Material Library #7: Infused E-glass with Corecell Core
End-Grain Balsa
End grain balsa is one of the most common core materials. It is stiff, cheap and tough. Balsa is a very light wood, and when cut across the grain the compression strength is excellent and it soaks up resin and bonds well to laminate skins. Balsa has a bad reputation for soaking up water (mostly in boats) and burning (it’s wood) so it is often overlooked in favor of foam or honeycomb cores.

End grain balsa can conform to curved surfaces when slit. Resin or core bonding putty fills the kerfs. 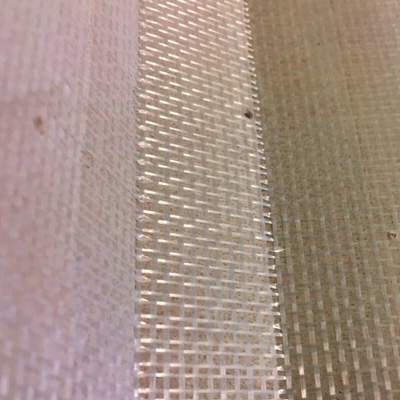
Fiberglass scrim holds the balsa core together for handling.
Density ranges from 5 to 20 lbs per cubic foot and it is often supplied bonded to a scrim (light fiberglass scrim backer) to keep the end grain blocks together. This also allows it to conform to curved surfaces. Balsa can (and should) absorb quite a bit of resin so it is not among the lightest core options. Properly bedded in a core-bonding adhesive or as part of an infused laminate it is a strong, long lasting and inexpensive core option.
Honeycomb
Honeycomb is amazing stuff. There are a few different types that are commonly used in composite construction. The great thing about honeycomb core is that it is actually mostly air – and unlike foam, which has a 3D structure of little air pockets, the air pockets in honeycombs are bigger and oriented to structural advantage. The downside of honeycomb is that processing is more complicated and really requires the use of pre-preg, except for some situations where it can be used with bagged wet-layup.
The first and most fancy is aramid/Kevlar (a para-aramid) or Nomex (a meta-aramid) – which is used in situations where weight is a big deal. Kevlar/Aramid honeycomb is typically tougher than Nomex – but that’s about all I know! These cores are made from a paper that itself is made from fiber-reinforced phenolic resin. Commonly used in high performance situations like airplanes, race cars and very fancy boats. Core weights can be as low as 2lbs per cubic foot (32kg/m^2).
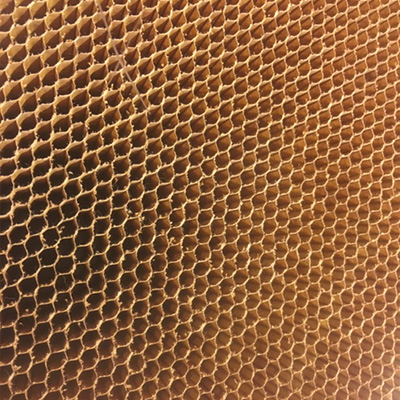
Light weight 3mm cell aramid honeycomb. 
Pre-preg / Nomex panel. 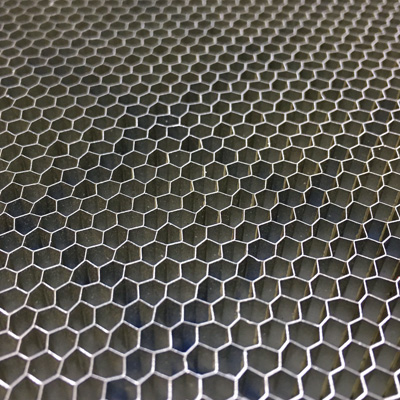
Aluminum honeycomb.
Similarly cool – there is aluminum honeycomb. It is what it sounds like – a honeycomb structure made with thin sheets of aluminum – very stiff and light and often used in aerospace applications. It is somewhat harder to form to curved shapes than the Aramid/Nomex variety.
Typically honeycombs are used with pre-pregs and bonded with a “film adhesive” – which is just a sheet of pre-preg resin rolled out into a film. Honeycomb bonding can present problems that aren’t common with foams or balsa – moisture is a concern as is bleeding of air from the cells. There are many options to help solve this including perforating the skins pre-cure or slicing the honeycomb surface.
The major choices in honeycomb engineering involve cell size, paper weight (these combine to make a density – “3mm cell, 48kg Nomex” for example) and of course thickness. There is also a directionality to honeycombs because only one set of the six sides of the cells are parallel with each-other as formed by the ribbons of honeycomb material glued and expanded. This is called the “ribbon direction” or “L-direction” and has significantly improved mechanical properties compared to the other direction (called the “W-direction”).
Because honeycomb panels are made by “expanding” selectively bonded stacks of aluminum sheet or fiber reinforced paper, the level of expansion can be varied. “Over expanded” honeycomb, or honeycomb with a different cell pattern can give the sheets much more conform-ability along the L-direction of the core.
Another kind of honeycomb is commonly used – and that is a plastic extruded structure with a scrim bonded to its faces. A common brand is Nida-Core, which has a polypropylene honeycomb with polyester fabric face plies. It can be used in similar applications to balsa and closed cell foam and is a tough – if not super light alternative.
Check out this laminate sample video for an example: EC! Material Library #2: Pre-preg Carbon on 15mm Nomex Core
Infusion Cores

Soric SF infused with fiberglass skins. 
Soric LRC, lighter but not as good a flow media. 
Soric SF – core and infusion flow media.
For infused laminates there are core options that act both as a structural core and as a flow media for the infusion. One of the most common is Lantor Soric which is available in different thicknesses (1.5mm-3mm) and densities. These materials are made up of bundles of micro-spheres stitched into a permeable fabric so that resin flows through for infusion purposes but there are air spaces provided by the micro-spheres. It is a good option for closed molded (infused, VARTM, RTM) processes and while not as light as a foam core, it is much cheaper and easier to laminate. Conforming to compound curves is easier and the material can be cut and fit like any other ply of a laminate.
Check out this laminate sample video for an example: EC! Material Library #3: Epoxy Infused E-glass with Soric Core
Some cores are made specifically for closed molding using double sided molds in a Light RTM (vacuum only) process. These have fiberglass chopped strand face plies and a fluffy plastic core made to compress. These products, like Chomarat Rovicore and Coreglass are very good for conforming to a specific cavity thickness while also functioning as a resin flow media. While not light or high performance, these are great for parts where two finished sides or a very controlled part thickness are of ultimate importance.
Fiber-Reinforced Foam

Penske Board, Coosa Board, Baltek Airex PXc – these products are urethane foams with fiberglass reinforcements included. Typically higher density (20-30lb/cu. ft) than most other cores, these are used in high compression areas and places where through-fasteners are needed. These high density foams are often used in places where plywood or solid glass blocking would be an alternative.
Core-mat
Core-mat is a thin (1-3mm) polyester non-woven material with air-filled micro-spheres (micro-balloons) included in the middle of the material. It is meant for hand layup and spray-up as a way to build thickness for panel stiffness and also to avoid excess laminate that would cause warping and heat distortion through the exothermic curing reaction of too much polyester or vinyl-ester resin.
Here’s a video: EC! Material Library #6: Open Molded Fiberglass with Coremat
Wood
Often overlooked, wood can be an awesome core for composites – especially one-off large structures. The great thing about wood is that is is self-fairing and strong so it can be used as it’s own tooling. Strip planked and “cold molded” laminated wood are excellent mechanically and can be built to resist rot very effectively. More on this to come!
Updated 1.18.20 – added more pictures and updated text.