[Please Note: This page is a bit of a construction site but it’s complete-ish. Working on the fiber gallery and adding images…]
Why Fibers?
Fiber reinforcements do the heavy lifting in composite structures. This article is about different kinds of fibers: how they work and what you call ’em.
In a composite, the “polymer matrix” (resin) glues the fibers together and transfers load from one fiber to the next. Most fibers are bendy and floppy on their own – at least in long lengths. If you pull on them there is plenty of tensile strength and stiffness. If you push on them – you know the old “push on that rope” joke – not so good there. In compression, a loose fiber will just bend or buckle. In a composite, the polymer matrix binds fibers together and keeps the fibers “in column” so they can transmit both tensile and compressive loads.
If you’re looking for pictures, scroll on down to the Fiber Gallery at the bottom of this page.
About Fibers
The individual fibers used to make composite reinforcements are very small individual “bars” or “filaments” of material. And I mean really small! Typical diameters for glass and carbon fibers range from 5 to 25 microns. (A micron is 1 millionth of a meter: 0.001mm or 0.00004″.) For reference, human hair is usually between 50 and 200 microns in diameter.
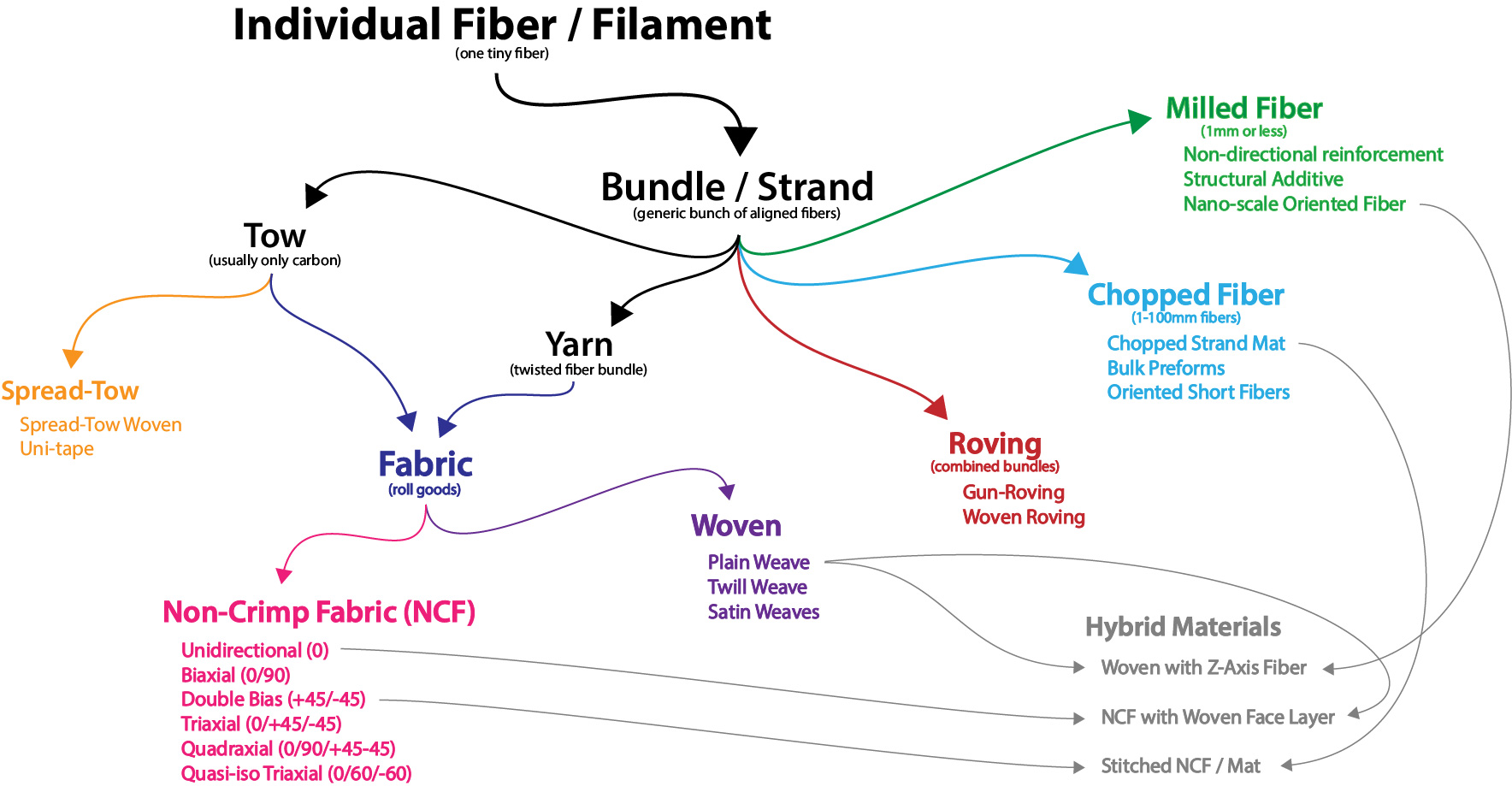
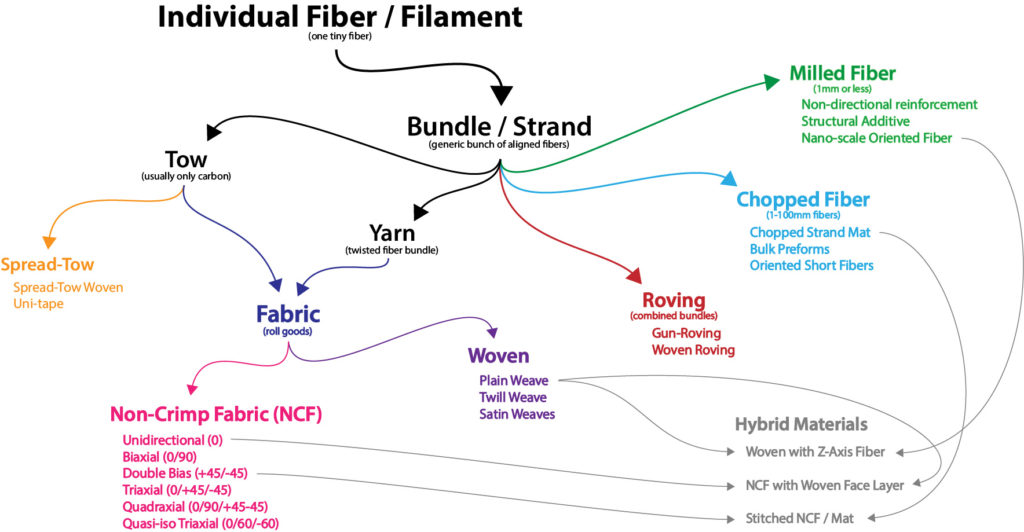
From these individual filaments, all the fiber reinforcement “architectures” are derived. Here’s a map showing many of the ways the fibers are combined:
Now we’ll look at specific fiber materials in more detail…
Glass Fibers
Glass fiber comes in a bunch of different varieties, but for composites work there are two that are most common. “E-glass” is the standard type that almost all “fiberglass” reinforcement products are made with. “S-glass” (also called “R-glass” – mostly in Europe, or “T-glass”) has significantly better tensile strength. S-glass filaments are typically smaller than E-glass, allowing for better adhesion in a resin matrix – and improved impact properties. It’s way more expensive though – nearly the cost of carbon in some cases. “S-2” glass is a commercial S-glass variant with larger filaments than typical S-glass but with the same precursor materials – it has double the tensile strength of typical e-glass and about 10-20% higher stiffness. For almost all applications, E-glass is adequate.
Glass fiber is made by extruding molten (1700C) mineral products (silicon dioxide, aluminum and calcium oxides, etc) through small-diameter holes. Typically the filaments are extruded in larger numbers simultaneously and immediately sized and bundled. E-glass filaments are around 10 – 25 microns in diameter – larger than carbon but still tiny! The tiny strands are bunched into rovings – the number of individual fibers in a roving being called the number of “ends.”
Finishes, Sizings and Binders
To protect fibers, a coating called a “size” is applied to the raw glass fibers. This just makes them easier to manage and less likely to break during handling and use. Usually this sizing is either removed after weaving/assembling or supplemented with another type of “finish.” Finishes help prepare the fabric for bonding and are sometimes resin-specific. Most of the general purpose fiberglass you will find is coated with a variant of “Volan” or “Silane” finish – or any of a whole bunch of manufacturer specific variants or alternatives. These will usually be fine with any standard resin system – with the exception for chopped strand mats – more below on that. Silane finished fabrics tend to be stiffer but not always.
It is somewhat better to choose Silane finished fabrics for use with epoxy and Volan finished fabrics for use with polyester resins – but how much better it is very hard to tell! Generally the reinforcements will be finished in a way that is best suited to their use. 2oz / 65g woven fiberglass for your model plane will probably be epoxy compatible. The 1.5oz/400g chopped strand mat for your mold will probably have a binder that is styrene specific and won’t work great with epoxy.
Now, about chopped strand mat. Usually a “binder” is applied to the mat as it is assembled to help keep things stuck together – because it is just randomly oriented fibers with no weave. The binder breaks down in the presence of styrene – so mat works great for polyester and vinyl-ester resins. As the binder softens in the presence of resin, the mat becomes very conformable – each fiber going its own way without being locked to the others. They just melt into place – it’s amazing!
As for mat and epoxy – eh, maybe. It does work but it isn’t a great idea in general. The binder will not break down in epoxy and mat is a pretty poor structural choice. Check out this article from the West System Epoxy publication Epoxyworks: Chopped Strand Mat and Epoxy. There are stitched chopped strand mats available with no binder, but they have different (less) conformability than “bindered” chopped strand mats.
Carbon Fibers
There are numerous varieties of carbon fiber – with a huge range in mechanical properties and cost. Instead of being directly extruded from molten material like glass fiber, carbon fiber is made by “burning off” the non-carbon material from a “precursor” filament. Fibers are then heated up even more – under tension – in an inert-gas chamber which “carbonizes” them. The tension on the fiber aligns the carbon structure helping maximize tensile strength and stiffness.
One common precursor is made from plant or oil-based “pitch” which is extruded and processed into anisotropic filaments. Another common precursor is polyacrylonitrile (PAN) fiber which is spun into aligned yarns. PAN is the most common by far for standard and intermediate modulus fiber. Pitch precursors can produce higher performance fibers but require additional steps to align and orient the precursor material. Most high and ultra-high modulus fiber is pitch-based. Depending on the properties and alignment of the precursors, fiber diameters, and the details of the heat treating (oxidation, carbonization, graphitization) process, there are a huge variety of possible ranges of mechanical properties.
Typically individual carbon filaments are smaller than glass fibers – as small as 5 microns. For engineering purposes, carbon fibers are described by their approximate tensile modulus and grouped into “standard”, “intermediate”, “high”, and “ultra high” modulus. The ranges look like this:
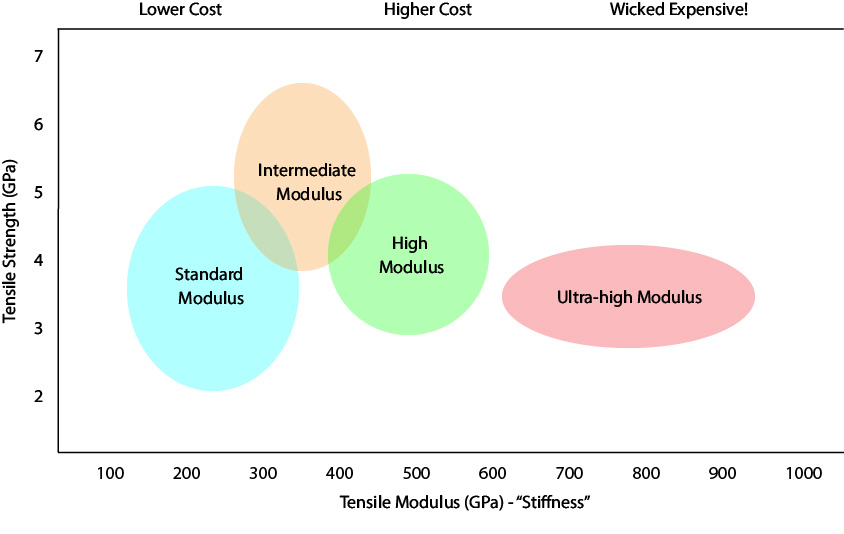
And with numbers:
| Fiber Designation: | Examples: | Tensile Modulus: | Tensile Strength: | Cost: |
| Standard Modulus (HS) | T300, T700 | 180-325 GPa | 3-4.5 GPa | $ |
| Intermediate Modulus (IM) | T800, MR50, T40 | 280-310 GPa | 4.5-6 GPa | $$ |
| High Modulus (HM) | M40J, MS40 | 375-550 GPa | 3.5-5 GPa | $$$ |
| Ultra High Modulus (UHM) | M46J | 500-800 GPa | 2.5-5 GPa | $$$$ |
Other Common Reinforcement Materials
Kevlar, Dyneema, Basalt, Dynel… there are plenty of other more obscure reinforcements that are often used in composites. Here’s a little overview of some of the more common ones and when you might use them:
Basalt
Basalt fiber is made using a similar “melting and extruding rocks” process to glass fiber. It has slightly higher tensile strength and modulus than e-glass, but not as high as carbon. Density is similar to e-glass. Price is between e-glass and carbon. Supplies of composites grade basalt have been limited, but more suppliers are making a push to make basalt composite reinforcements a viable choice. It is brown and has a nice appearance when finished clear – but not as striking as carbon.
Synthetic Fibers
Dyneema and Spectra are both fibers made from extruded filaments of “ultra-high-molecular-weight polyethylene” (UHMWPE) or “high modulus polyethylene” (HMPE). Used for tugboat hawsers, bow-strings, fishing line and vehicle armor, UHMWPE is tough and strong. These fibers can be used in composite applications, often mixed with carbon fibers. Dyneema/carbon hybrid reinforcements can increase the toughness of laminates and improve the energy absorption and impact-resisting properties of carbon fiber. Spectra fabric can be used locally to add abrasion resistance, similar to the way Kevlar is often used.
Kevlar is a synthetic aramid fiber developed by DuPont. Other commercially available aramid fibers include Twaron, Technora and Nomex. As a composite reinforcement fiber, aramids are used in situations where their high tensile strength and resistance to puncture, abrasion and shattering are desirable qualities. Often difficult to bond, and definitely a challenge to cut and handle, aramid fiber is most often combined with carbon or fiberglass reinforcements.
Innegra is a fiber manufactured from high-molecular-weight polypropelene (HMPP) by Innegra Technologies. While not as strong as Kevlar or Dyneema, Innegra is tough and resists impact and fracture at a lower cost. Typically Innegra used as a component of a hybrid reinforcement – commingled with carbon or glass fiber to increase laminate toughness.
Dynel fabric is woven from extruded acrylic resin and is usually used to provide a resin-rich and abrasion resistant surfacing coat on laminated wood structures. It is similar to Xynole (a polyester fiber) and can be wet through easily with epoxy. It is lighter and tougher than fiberglass and provides better abrasion resistance, as well as a canvas-like texture that can replicate traditional boat decking.
Plant-based Fibers
While glass and carbon are the most common reinforcement fibers, the oldest structural reinforcement fibers are wood and plant fibers. In the last decade there has been a resurgence of interest in laminated plant fibers, especially flax and jute which offer useful mechanical properties and similar processing to more standard fiber types. Many manufacturers now offer plant-fiber fabrics, mats and stitched reinforcements and the number and diversity of these options is always growing as more manufacturers and customers consider embodied energy and biodegradability of their products. It’s also neat looking!
One challenge with plant-based reinforcement materials is mechanical variability. The range in mechanical properties is much greater than with conventional engineered materials! They also aren’t anywhere near as strong or stiff as even common e-glass. Only the bast fibers – with fibers around a hollow woody stem – like flax, hemp and ramie come close.
Moisture absorption is an issue with all bio-based composite reinforcements and this can cause trouble with many composites processes. Combined with voids in fiber, variable fiber size and non-uniform behavior – it is often easiest to process natural fiber composites with an infusion process. Initial vacuum helps remove moisture and compact the laminate stack – and infusion of resin ensures that all hollow areas are filled with resin instead of trapped air.
Wood has been in continuous use as a laminated fiber for centuries and still offers a remarkable mix of mechanical, weight and vibration damping qualities. In boatbuilding, laminated wood is still a highly-valued construction method for any but the lightest racing craft, and it’s ability to self-fair without complicated tooling makes it an excellent candidate for large one-off composite projects of all types.
Ceramic Fibers
Ceramic matrix composites (CMCs) can have mechanical properties approaching carbon but with the potential for extremely high temperature resistance. They are generally broken down by oxide and non-oxide fibers depending on their chemical make-up. On the non-oxide side, boron is one of the most famous ceramic reinforcements and has incredible compression strength – good enough even for the Space Shuttle! Silicone carbide (SiC) fibers have high strength and stiffness, and are also incredible hard. Oxide-based fibers have higher resistance to oxidization but lower mechanical properties.
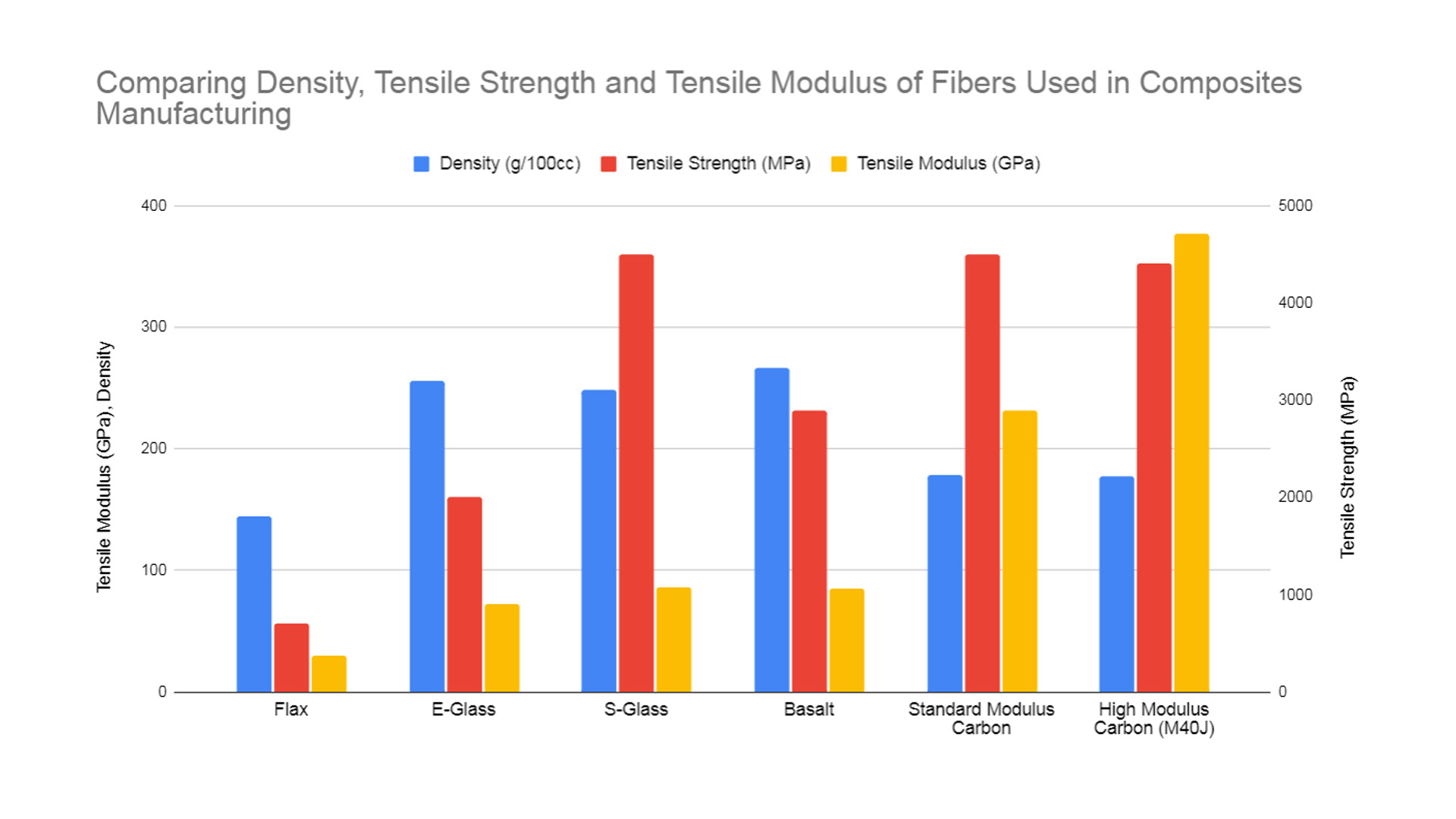
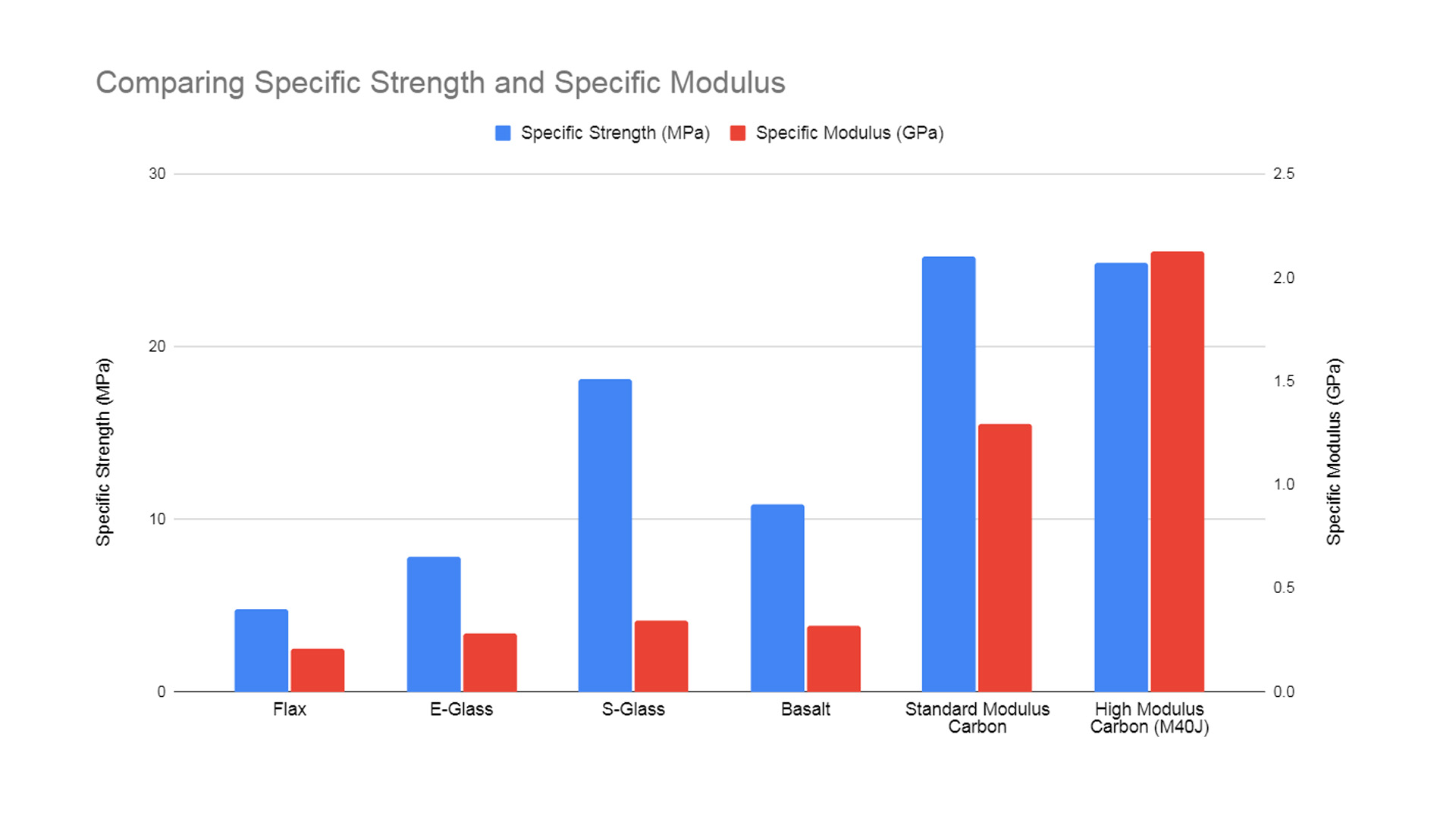
Fiber Properties
Now… graphs! Instead of talking about the properties of various materials I’m going to dredge up some graphs from a variety of laminate sample videos. These show approximate values – so don’t go engineering with these numbers!
Fiber Length
This kind of thing makes engineers crazy, but I like to think of load as like a huge crowd of tiny people running through your structure. Imagine that they can only run single file along each fiber – and they can only jump from one to the other when the fibers are close. When a load is applied, they all turn and head in that direction. Imagine your micro mob of load-people marching through a heavy unidirectional ply – it’s easy going – everybody just follows the person in front of them and they carry the load along. Now imagine your same crowd in a ply of chopped strand mat. It’s going to be tough going! The fibers are all about 1″ long and everybody goes running down one and then jumps across to another and makes their way slowly and awkwardly in the direction they need to go. There’s pushing and shoving and traffic jams – perhaps very very quiet unfriendly words are exchanged.
Ok, enough of that. But you get the picture – because fibers are the primary load bearing path in composite structures, it makes sense that longer fibers can transmit load further and more directly than shorter fibers. Bundles of aligned longer fibers (rovings, tows) are great. They have to be pointing in the right direction though!
The nice thing about short fiber composites is that they can approach a more isotropic arraignment. Very short milled or chopped fibers can even do this in three dimensions in cast or compression molded composites. Laminated chopped strand mat or gun-chop (dispensed from a machine that chops roving and sprays resin at the same time) makes the composite version of a sheet of plastic like ABS or a metal. It is roughly the same strength in any direction because the fibers are randomly oriented. The difference is that it only has fibers in one plane, not in three dimensions. The thickness can be varied to a point and of course the shape can be molded – and this is the big benefit. For parts that do not need highly engineered laminate properties, short fiber composites can provided molded parts with excellent surface finish and a uniform strength and toughness.
Long fibers are more trouble to deal with, but they really allow composites to shine as a structural material. With metal or other isotropic materials, you can adjust geometry, but you can’t engineer the internal properties of the material too much. With fiber reinforced composites, this is the big advantage! Longer fibers allow for this strategic alignment of structure with loads. All high performance composite structures make extensive and careful use of this anisotropic advantage. The big challenge is designing geometry, fiber orientations and manufacturing processes that all work together.
Fabric Weight / Areal Weight
Composites reinforcement fabrics are sold by the dimensions and weight. The weight per unit area is called the “areal weight” of the material. For engineering purposes this is how it will be described. Usually you pay by weight or by how many square meters, feet, yards, etc. you are buying. When buying fabric, it is often sold buy the lineal yard/meter but the specifications are giver per square meter! This can be confusing! A 300g e-glass woven is 300g per square meter, but you may pay for it by the lineal meter – and it’s actually 1200mm wide. Same goes for yards. And for chopped strand mat – at least in the US where I have bought it – it it sold by the pound or yard but the given weight is per square foot!
Fiber Reinforcement Arrangements
Here’s the map of this fiber-scape from the beginning of this article:
Bundles: Tows, Rovings and Yarns
“Bundle” is the generic term for a bunch of individual fibers in a… bundle. The are all pointing the same way and are treated as the building blocks of all the other reinforcement materials we’ll discuss below.
“Tow” is usually a term specific to carbon. Tows aren’t twisted or braided – just bundled together parallel fibers. It is typically described by how many fibers are in the bundle – usually by the thousand. So “3K” tow has 3,000 fibers all in the bundle. 50K to has 50,000 – give or take a few! (Actually it’s often more like 48K tow.) Usually in the composites industry, you see carbon fiber described by the fiber type and how many “K” – so for example: “T700 6K Tow” is a standard modulus fiber in a tow with 6,000 fibers bundled together. This tow might be woven, or spread and woven, or assembled and stitched into unidirectional or multi-axial roll-goods. Tows are also used directly in filament winding, knitting, braiding and some automated fiber placement systems.
Generally speaking, material with a lower fiber count per tow will be higher performance and more expensive. 1K fiber is usually only used in very light unidirectional and woven materials. 3K is very common and used in your average 200g (6oz) woven material. 6K and 12K might be used in lighter unidirectional, and stitched axial materials. 24K or even 50K tow is only used in heavy woven and stitched materials – and also in applications like winding and braiding where the tow is used directly.
“Roving” is a term used to describe larger bundles of glass fiber – the fiberglass equivalent of “tow” for carbon. Rovings are described by weight per length. Typically the units are “tex” – which is grams per kilometer and “yield” which is yards per pound. Fiber diameter is also often specified, either by actual measurement or a letter code.
Finally, “yarns” are like tows or rovings but they have been twisted and/or plied into… yarn. This is typical for glass fiber bundles of relatively light weight that will be woven. The fiber bundles are more weave-able as yarns than they would be as small diameter rovings or tows.
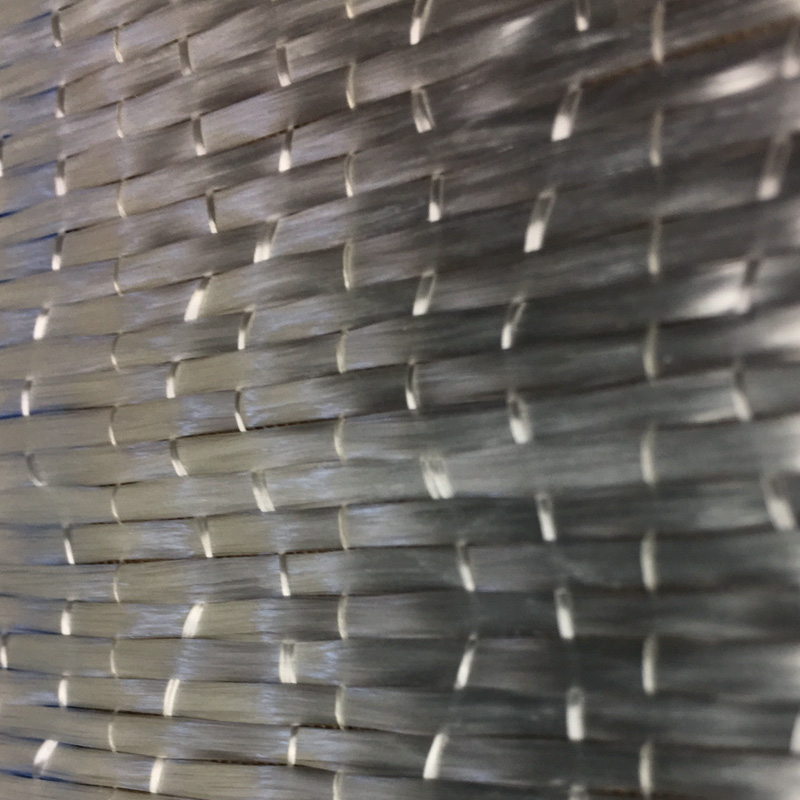
Unidirectional
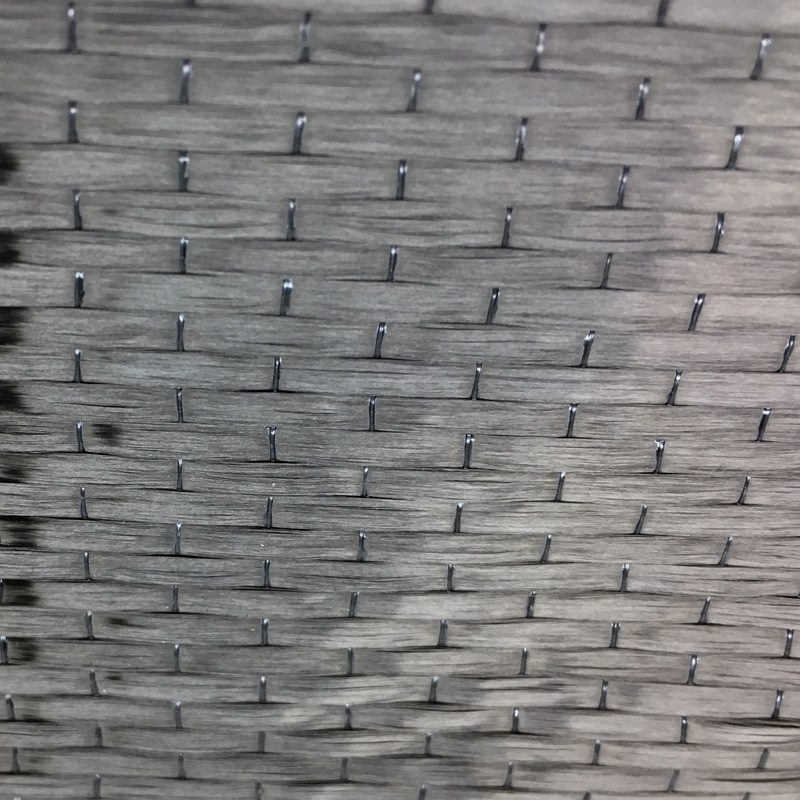
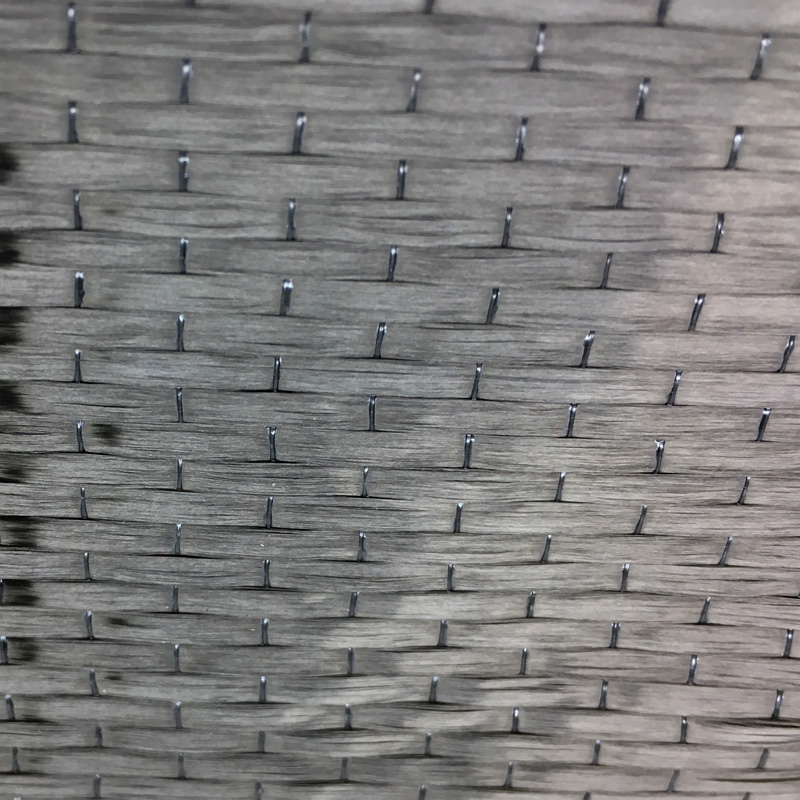
Unidirectional materials have all (or almost all) of the fiber oriented in one direction. Often just called “uni” these materials come in a variety of formats including stitched tows or strands (see picture on left) and spread-tow tapes. Some manufacturers will call a material “unidirectional” if a large fraction of the fiber runs in one direction – say 80 or 90% and the remaining fiber runs at 90 degrees to the primary axis. Dry uni’s are typically stitched together to hold the bundles in a workable format. Pre-preg uni is usually only bound together by the resin itself.
Because they let you place exactly the right weight, width and length of fiber very precisely, unidirectionals are the key to the most optimized laminates. Often whole structures will be built primarily with unidirectional pre-preg, with woven material used only at edges or places where holes need to be drilled.
Check out some pre-preg unidirectional carbon fiber: Laminate Sample #14: Pre-preg Carbon on Aluminum Honeycomb Core
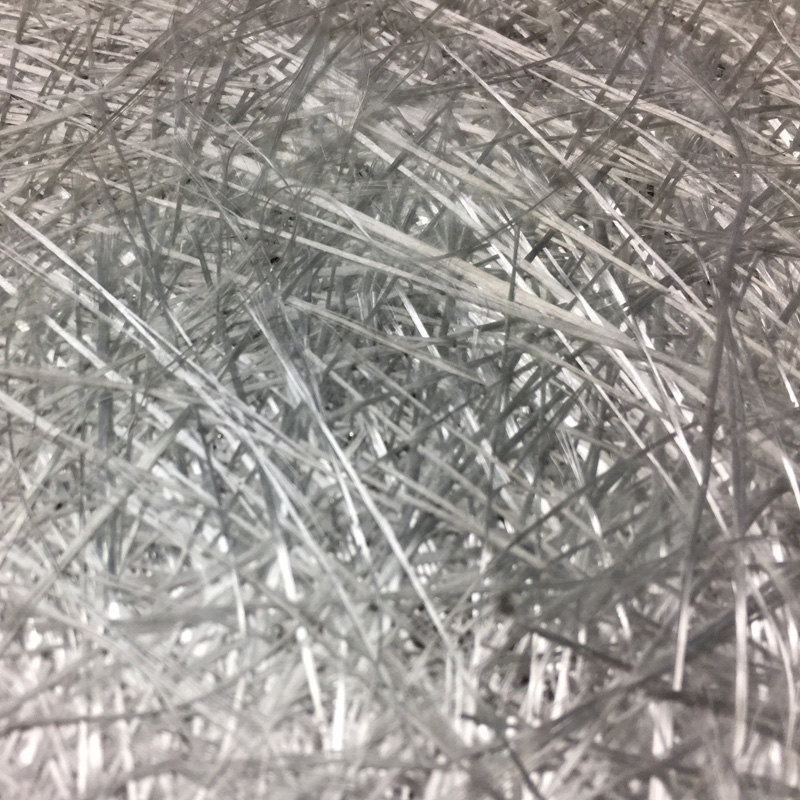
Random Orientation

The random orientation products you’ll see most often are chopped and continuous strand mat. You might also use a “chopper gun” which is a machine that sprays catalyzed resin and short lengths of fiberglass roving that have been chopped from a huge spool. It is an amazing machine for fast laminating, but can be a real mess if not operated carefully.
Chopped strand mat is made of short fibers (usually e-glass) that have been chopped to length and dropped randomly into a big sheet. A resin compatible sizing is applied to hold it all together. Most chopped strand mat has a sizing that is only compatible with polyester and vinyl-ester resins – not epoxies – so be sure your resin is compatible! When the mat is wet out, the sizing breaks down and the stiff sheet-like plies are easily conformable without much effort. Many laminators prefer to tear chopped strand mat rather than cut it with scissors because the frayed edges run together smoothly and make for more uniform parts.
Mat is often stitched to multi-axial reinforcements to make a combination material so that it can be used in hand-layup situations more easily.
Common uses for chopped strand mat:
- Surfacing layers or skin coats on thicker structural parts. Single 3/4oz layer often applied over gelcoat in corners that are prone to bridging and voids.
- Facing core to provide a resin-rich layer for core bedding
- As an intermediate ply between layers of heavy reinforcement (woven roving or stitched axial) in open molded parts
- As the primary reinforcement in some types of parts and tooling. Used to create thicker quasi-isotropic laminates for stability.
Check out some chopped strand mat in action: Laminate Sample #8: Open-Molded Fiberglass with Gelcoat
Continuous strand mat is a randomly-oriented mat with long fibers instead of short chopped ones. Because the fibers are long, it is much stronger, but tailoring is necessary. It will need laps and slip joints just like any other structural reinforcement. Often continuous strand mat will be used to help resin flow in infusion in areas where surface or core flow media aren’t good options.
Thin surfacing veils also have a random fiber orientation but are much thinner than mats. These are commonly used as a surfacing ply to block the print-through of heavier fiber bundles in reinforcement materials.
Woven
Woven reinforcements are made by weaving tows or yarns of fiber into a fabric. This is nice because the tows or yarns lock together and make a cloth that is easy to handle, but is also conformable to a degree because the bundles can slide by each-other. There are a wide variety of weave arraignments and each is designed for a specific set of properties. The big ones are weight (12oz, 400g, etc), tow size (3k, 12k, etc) and style of weave. Tight weaves (plain weave) provide more toughness but less comformability. Loose weaves – “twills” or “satins” – are more conformable and stronger, because there is less “crimp” – the extra fiber length needed to go over and under the opposite tows.
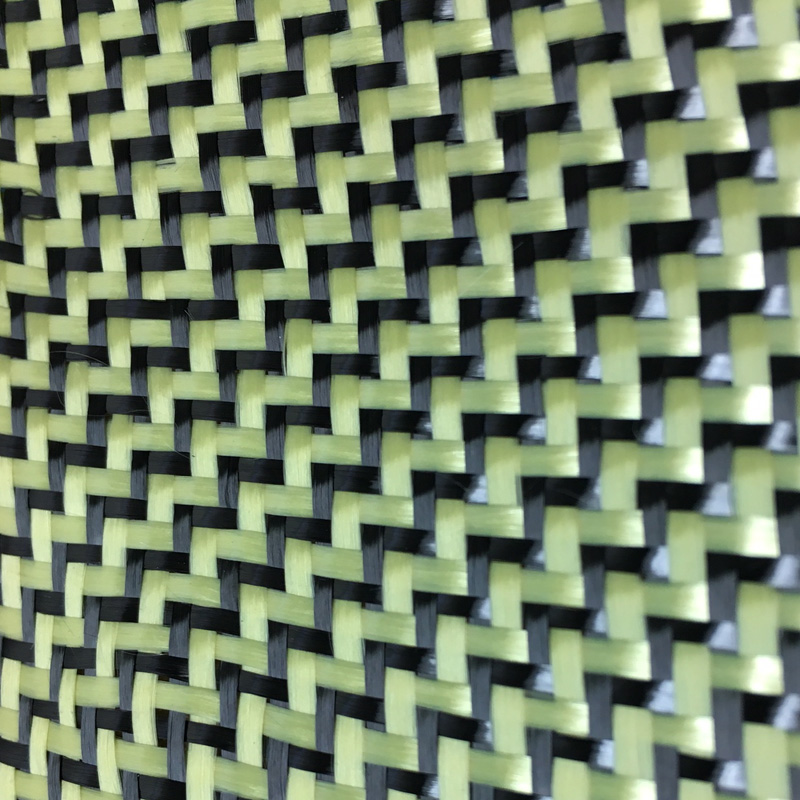
Woven products are also available with multiple materials – called “hybrids.” This is done to combine the properties of two types of reinforcement into one ply. There is an image in the Fiber Gallery below of a carbon/Kevlar hybrid that combined the stiffness of carbon with the toughness and abrasion resistance of Kevlar.
When a woven product is identified, typically is will include a few different properties – for example: “Carbon Fiber Plain Weave 3K 5.7oz 50″ T800″ There’s a bunch of information packed in there. First off: its carbon cloth with 3K tows woven in a plain weave pattern. The weight is 5.7oz per yard which means that a 3’x3′ square of the material weighs 5.7oz. The width of the material is 50” across the roll. The actual fiber type is “T800” which is an intermediate modulus fiber.
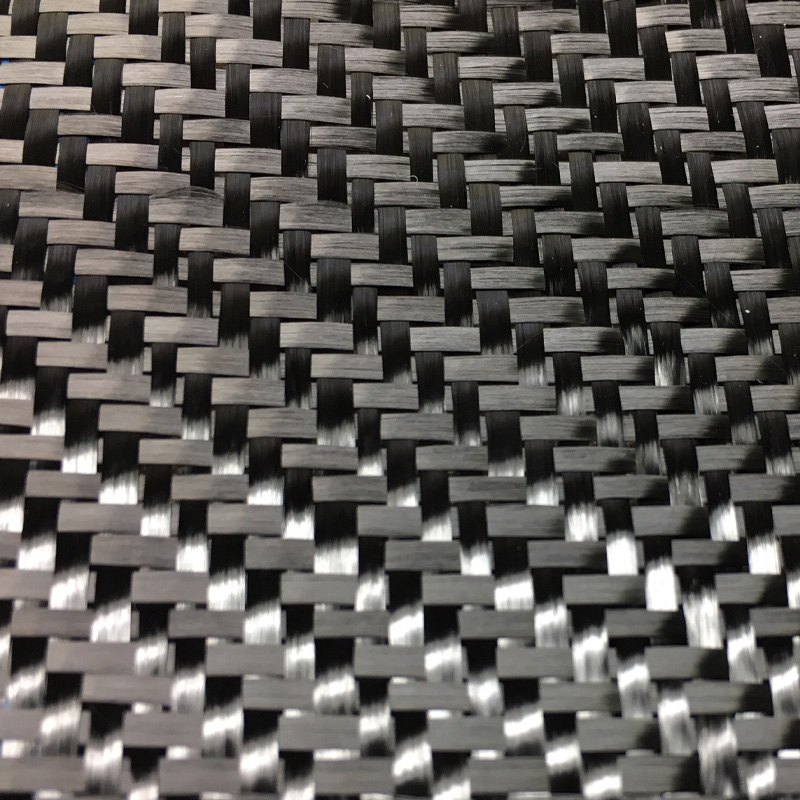
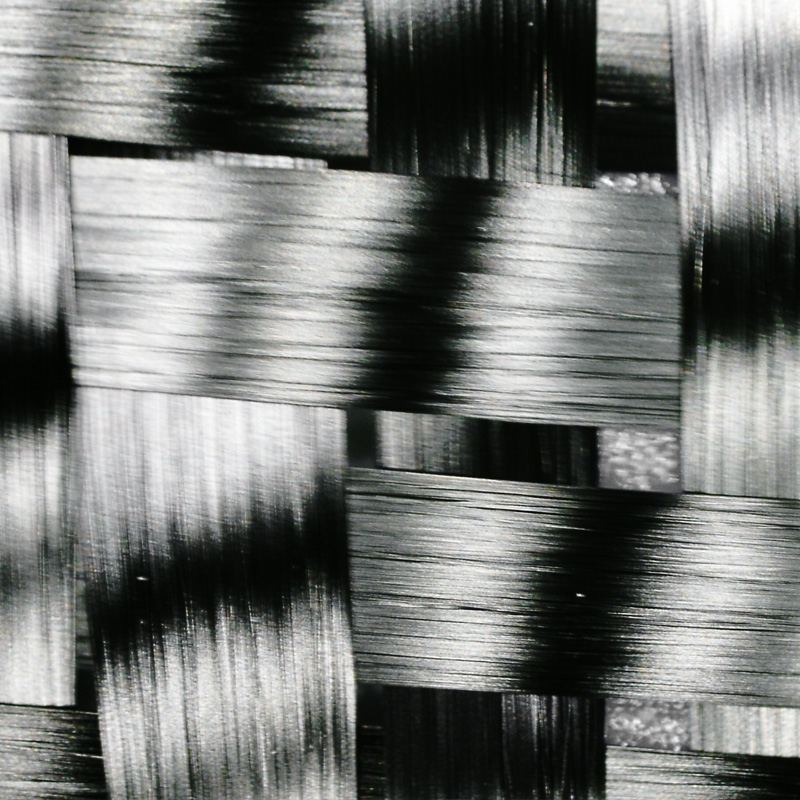
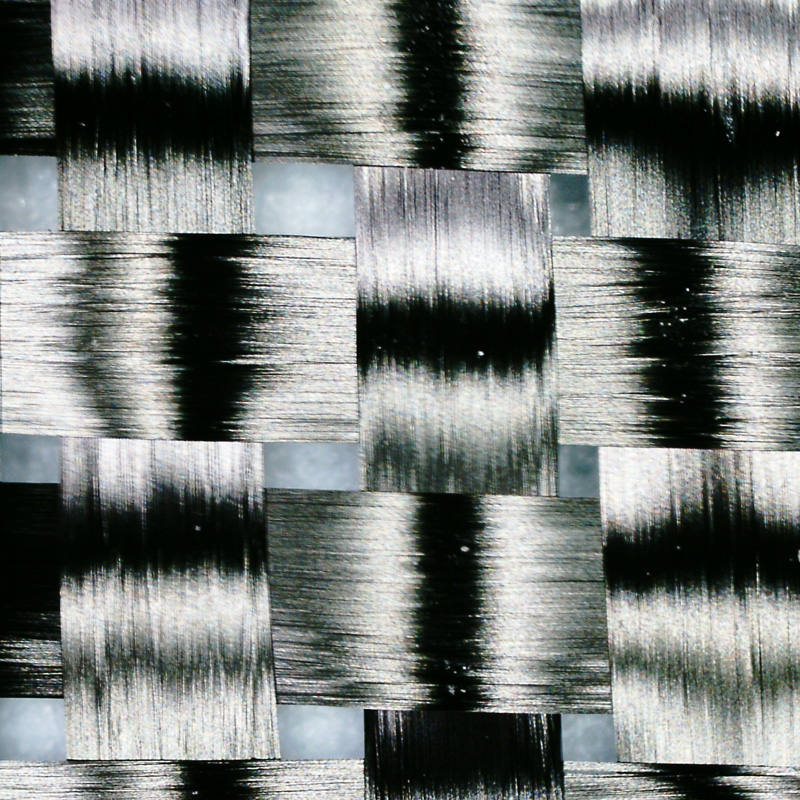
When it comes to weave types, there are several common ones. “Plain weave” is a simple one-over, one-under type of weave. It looks like a little checker-board. “Twill” weave has each fiber bundle going under two others and then over two others. This leads to a looser more drape-able fabric with a pronounced set of visual lines running at 45 degrees to the axes of the reinforcement. This is a very typical “carbon fiber” look.
“Satin” weave fabrics have most of the surface covered by a single direction of material. The tows loop under one another every so often (in the image above it is every 5 crossings – hence the “5-harness satin”) to old the weave together, but are much looser in their interlocking then even the twill weave. Satins are closer to stacked unidirectionals because they have much less crimp – the fibers are straighter and do less over and under stuff. You will often find heavier and higher modulus carbon fiber wovens in a satin weave.
Here is a laminate sample that uses woven material: Laminate Sample #17: Thin Open-Molded E-Glass / Epoxy
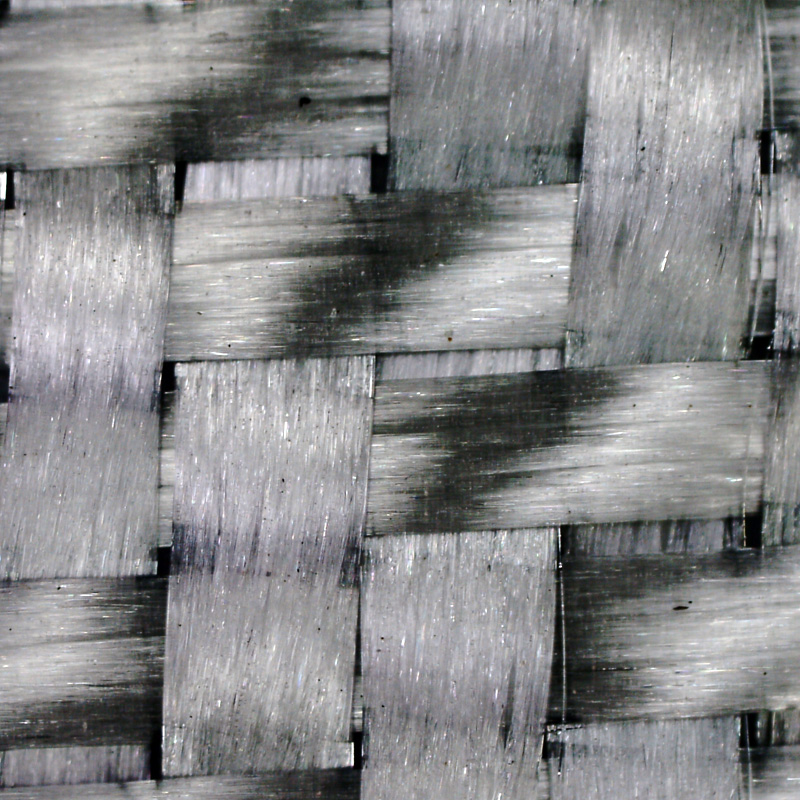
Stitched Multi-axial Reinforcements / Non-Crimp Fabrics
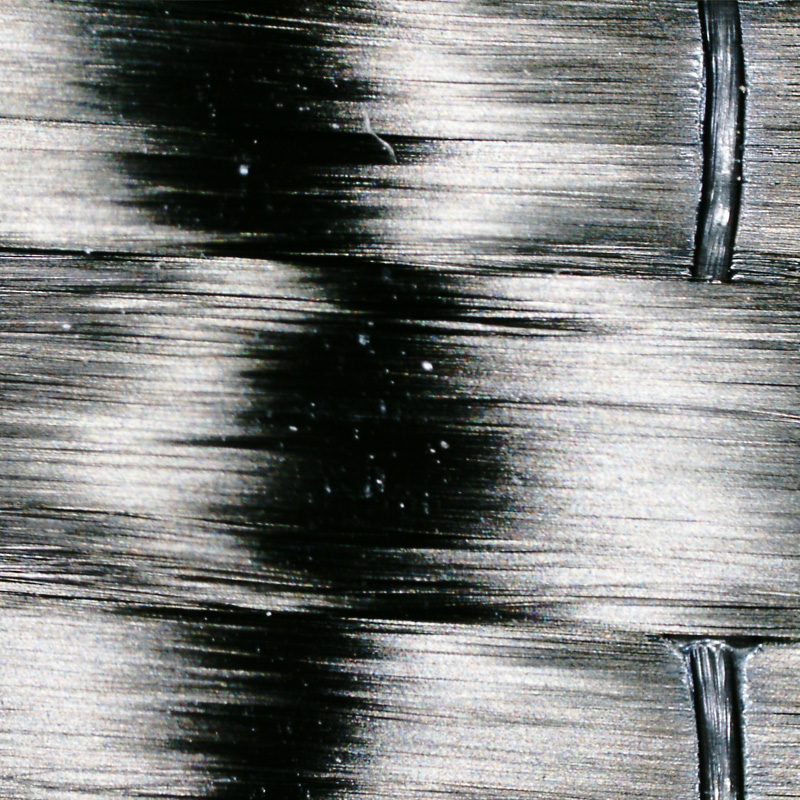
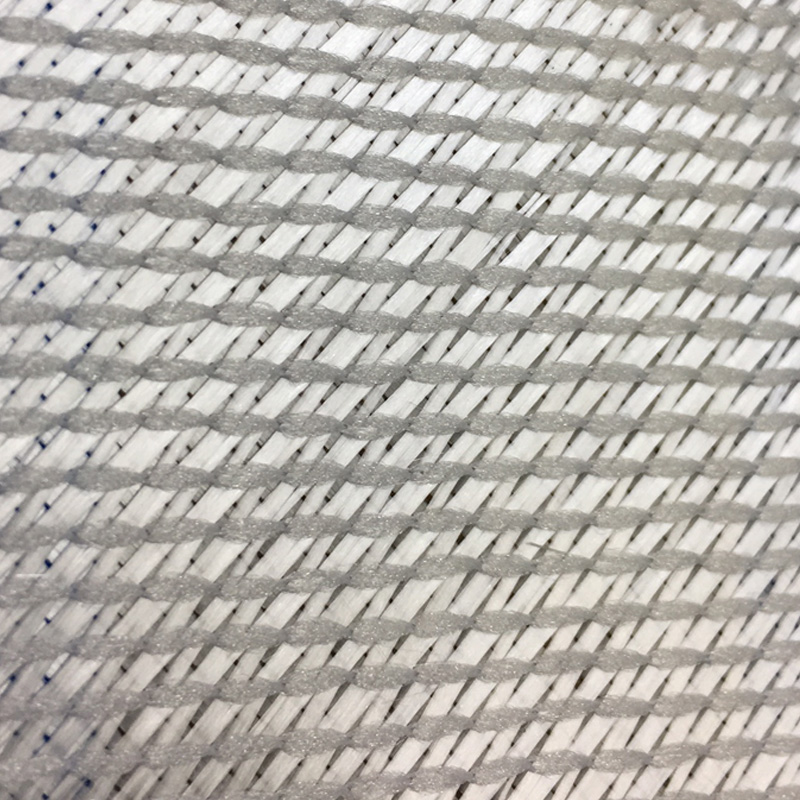
Stitched “non-wovens” or “non-crimp fabrics” (NCF) are made of layers of tows or rovings where each tow in each layer is aligned, but the layers are placed at a fixed orientation to each-other – like unidirectionals stacked up. They are stitched together with a finer non-glass thread that holds the adjacent bundles together, and keeps the individual layers from sliding around relative to each-other.
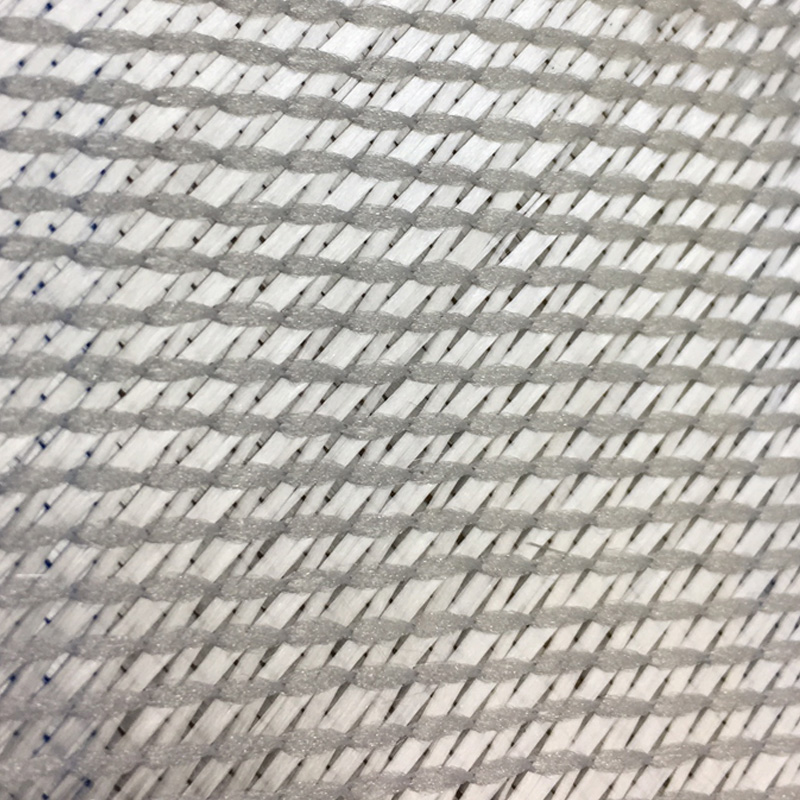
The image to the right shows a “double bias” e-glass material. On the closer face you can see fiber rovings running at 45 degrees to the light stitching, and through the little gaps the inner layer is running at -45 degrees to the stitching.
Three axes of bundles (+45,-45,0) would make a tri-axial (“triax”) – four layers would be quadraxial (“quad”). Heavy mult-axial reinforcements let you built quasi-isotropic laminates easily and quickly. Often these materials can be purchased with heavier bundles running in one direction – for example, a triaxial material with light +45 and -45 layers, with a heavy 0-degree layer that is two or three times heavier.
Stitched non-crimp fabrics are the most common heavy reinforcements. Typically they are used with mat stitched to one side when wet laminating or infusing polyester or vinylester resins. With epoxies, they are almost always used without the extra mat. The mat layer adds a resin-rich buffer between plies and improves adhesion.
The stitching can allow a variety of levels of pliability and drape-ability. Generally heavier reinforcement materials are harder to drape and must be cut and tailored over curved areas.
Here’s a sample with some stitched material – the 400g carbon biaxial: Laminate Sample #15: Vacuum Bagged Wet-Layup Carbon with Foam Core
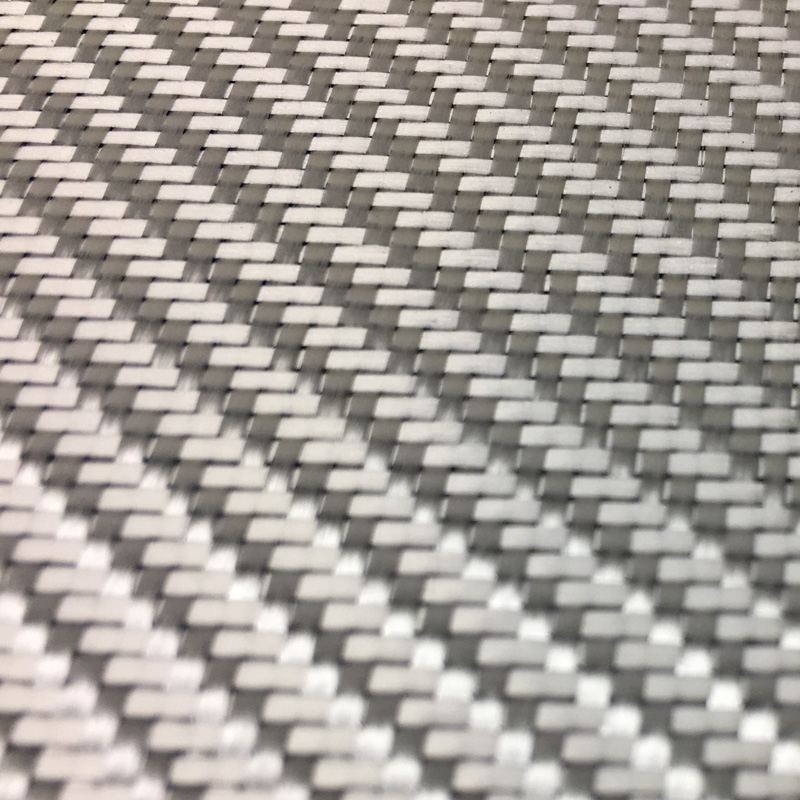
Fiber Gallery
This is a big gallery of fiber types and weaves, shown at normal distance on the left and then in close-up on the right. There are different fibers materials, styles and weights.
Check out the Laminate Sample Index for many examples of complete laminates using most of these fibers.
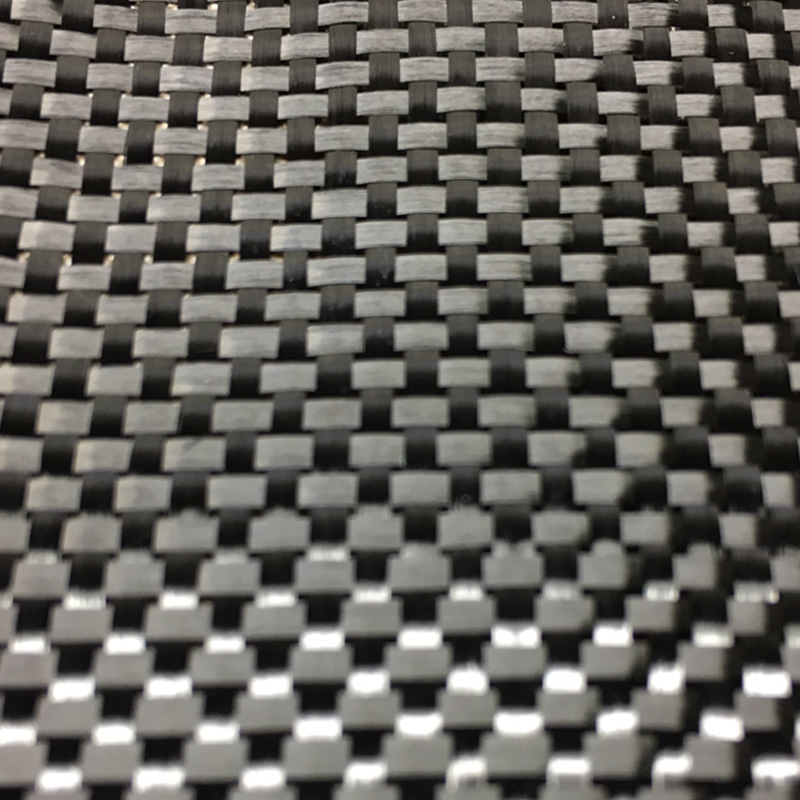
Plain Weave Carbon
6oz / 200g woven 3K carbon in a plain weave.
The crimp adds toughness and impact resistance but reduces mechanical properties. This is a good surfacing ply because it looks like carbon and is tougher than unidirectional or non-crimp reinforcements.
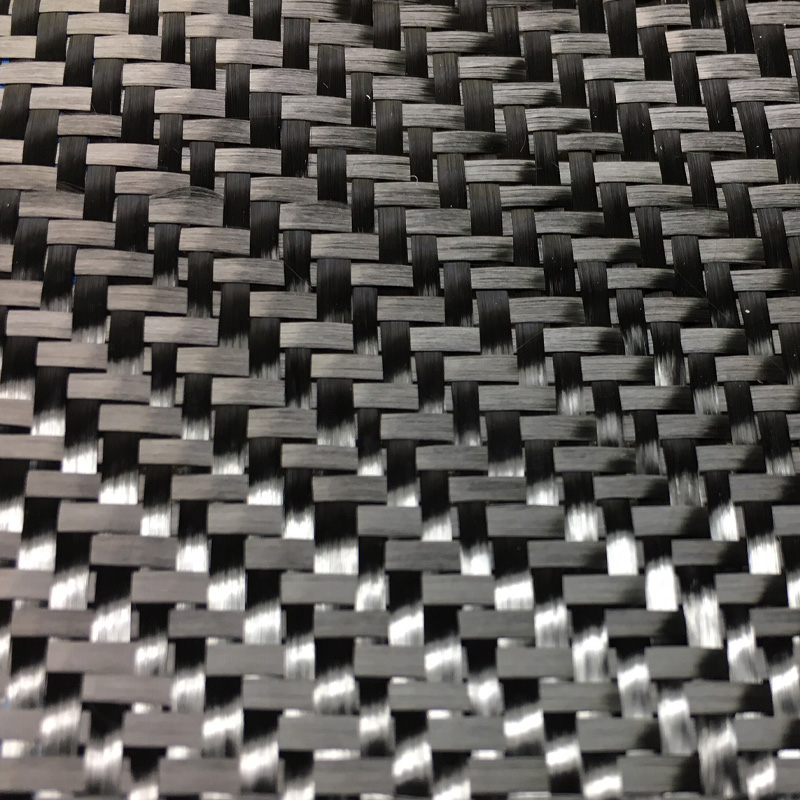
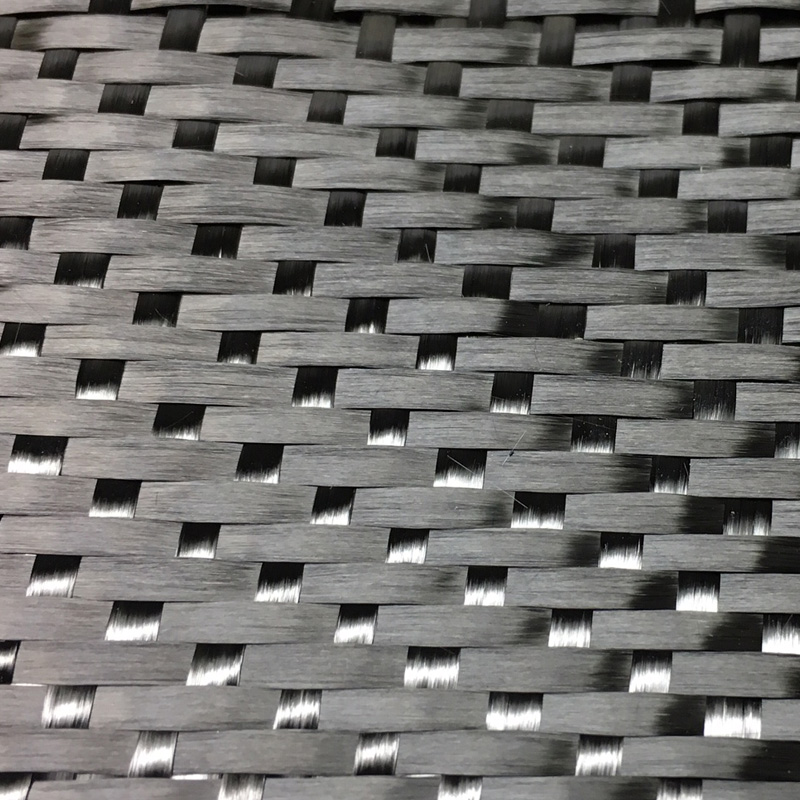
2×2 Twill Carbon
6oz / 200g twill-weave 3K carbon.
Twill is more drape-able and has less crimp than plain weave so is a good balance between structure, impact resistance and appearance.
It has the “twill lines” (aka: “chevrons”, “stripes”, “ribs”, etc!) that run at 45 degrees to the weave orientations and give it the “carbon look” that is very common.